Boosting energy efficiency in pipe extrusion
IDENTIFYING EXACTLY WHERE ENERGY IS USED AND INTRODUCING MEASURES THAT REDUCE CONSUMPTION, CAN HELP EXTRUDERS TO RAISE PRODUCTION EFFICIENCY.
Energy costs are always “somebody else’s problem” – and the plastics processing industry generally regards energy as an overhead and a fixed cost. However, energy is both a variable and a controllable cost. Most processors could reduce energy costs – without large investments – and increase profits through simple energy management. There are now many energy-efficient technologies to help pipe and profile extruders increase their productivity.Energy accounts for 3-5% of the total product cost, so it is of great interest to understand where, when, and how it can be reduced in order to obtain the best profitability.
Extruder efficiency.
Extrusion is an energy-intensive process..Optimising the use of process energy while maintaining melt stability – remembering that product quality depends on the level of melt homogeneity achieved by the extruder screw – is necessary in order to produce good quality product at low unit cost.
The main requirement is the heat necessary to raise the plastic from the temperature at the inlet to the temperature at the outlet. This corresponds with the enthalpy differences ∆ℎ (H2 – H1) of the processed polymers.
If the plastic is fed at room temperature, the specific energy to raise the temperature of the plastic is typically 0.16 kWh/kg for semi-crystalline plastics like PE or PP, and 0.10 kWh/kg for amorphous plastics such as PVC and PS.
The energy used for useful work (E_req) from an extruder – that is, the energy used for material melting and forming through the die – can be given as:?_???* = ?_(?? ) – ?_?????? where E_in is the total energy supplied to the extruder and E_losses is the total amount of energy wasted without involving in any useful work.
* The energy required is calculated by the formula:: ?_(??? )= (?_(? )- ?_?) = m × ∆? = m x ∆? x ∆? [???] ]where m is the mass flow rate (kg/s) and ∆? the specific enthalpy difference.
The energy input is obtained from the electrical energy supplied to the devices such as drive motor, motor cooling fan. The energy losses -which may occur in these devices and other mechanical or functional systems such as transmission, forced or natural cooling come under E_losses. Of the energy consuming devices, drive motor and barrel/die heaters are likely to consume more than 90% of the total energy supply while they are also responsible for the highest energy losses. In extrusion, there is a little potential of useful recovery of rejected energy as it is largely released to air or water
Thermodynamic efficiency.
The thermodynamic efficiency of an extruder can be determined by comparing the actual energy consumed by the extruder to the theoretical energy required to transform the polymer from initial (input) stage to the desired/output stage.
Therefore, the extruder energy efficiency (Ƞextruder) is given by:
Ƞextruder = (?_?? − ?_??????)/?_?? x 100%
The thermal efficiency (Ƞextruder,thermo) of an extruder is given by:
(Ƞextruder,thermo) = ?_???/?_?? = (m × ∆?)/?_?? = ∆?/? = (m × ∆?)/? x 100%
Where: the machine total energy consumption ?_?? [???] in a given interval time ∆? is defined as: ?_?? = P x ∆? , and P is the main effective power supplied to the machine in the time interval ∆?
And the machine related specific energy consumption is given by the total machine energy consumption divided by the extruder mass m in the same time interval ∆? e = ?_??/? [??ℎ/??].
Energy savings.
The Zephyr extruder project is a combination of both energy and thermal efficiency. Pipe extrusion is highly dependent on electricity and a large difference is seen between the energy required and the energy actually consumed during the process- due to power losses in the system related to the drive,transmission, barrel heating and control. Improving both energy and thermal efficiency is a priority for leading manufacturers of extrusion machines. Tecnomatic, for istance, has developed its Zephyr series, which use several design elements to minimise energy losses.
One crucial factor for reducing energy consumption is the screw geometry. It is vey important that the energy input in the system is used with the highest efficiency to transport and plasticize the material. The most energy-efficient extrusion operations are those where, most of the heat is supplied by the extruder screw and only a small amount of heating by the barrel and die heaters, without any need for cooling of the extruder. Optimising and enhancing torque and shearing elements has improved output while allowing the material to be processed at lower melt temperatures.
The high throughput and linearity of the output at different pressures depends on a properly adjusted intake geometry of the screw. The advantage of guiding the melt in grooves – and increasing the barrel friction coefficient- can also be a problem, as it causes thermal stress and increases the danger of melting material within the grooves. This can be improved by using a spiral grooved feed bush instead of axial grooves. The design of such a grooved feed bush is calculated with regard to the material and the screw geometry, and based on a mixture of friction- driven and form-fitting conveying.
Energy-efficient direct drives reduce the costs of an extrusion plant throughout its life cycle and also make a compact machine design possible. The market standard is a motor/gearbox solution using an efficient AC motor, but the real potential for efficiency is offered by torque motors. Torque drives further boost efficiency because gearbox losses are eliminated.Force is transmitted to exactly where it is required. The motors are fully integrated into the machine with no mechanical transmission elements such as gears. It provides maximum torque at very low speeds.The omission of gearbox, coupling and belts leads to a more compact engineering design of the machine and reduces maintenance.
Other factors
HDPE rheology affects the thermal efficiency of singke screw extrusion, as do processing conditions – such as variation in radial melt temperatures across the die flow path, screw geometry, screw rotation speed, set temperature and polymer viscosity. Bulk temperature and the magnitude of temperature fluctuations increases with increasing melt viscosity.
Specific Energy consumptiom depends on polymer melt viscosity, and its effects on the efficiency of the extrusion process and melt quality has been clearly shown. These results highlight the importance of careful selection of processing conditions and extruder screw geometry on melt homogeneity and process efficiency. The influence of material grade and quality can account for up to 15% of specific energy consumption.
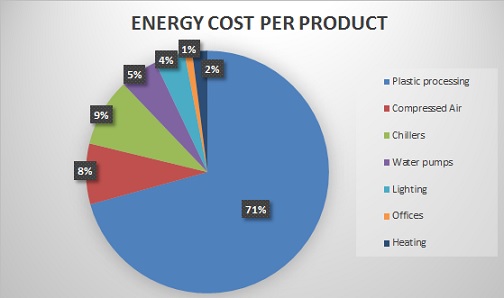
Energy monitoring
An important factor behind optimising energy consumption is energy monitoring – which means recording energy streams and calculating the specific energy consumption per kg produced. In this way, the manufacturer has a final value that can be used to get a clear overview of the process and energy input.
A plastics company that processes 20,000 tonnes of material, will have an electricity bill of approximately €2m. Simple no-cost or low-cost energy reduction practices can reduce this by a minimum of 5% (and by up to 10%) – and so increase profits.. This is the equivalent of adding sales of € 100,000 – and is a worthwhile investment by any standards.For instance, if an extruder with poor screw design (which runs at 0.28 kWh) is switched for one with a good screw design (at 0.24 kWh/kg), energy savings will be nearly € 26,000/year – based on an energy cost of €0.09/kWh, and throughput of 1,000 kg/hr (2200 lbs/hr) running 24 hours/day and 300 days/year. Faced with rising energy costs, energy efficiency should be a crucial issue in manufacturing. A few factors are worth considering:
- The cost of energy used during a machine’s life often exceeds its initial purchase cost. Energy efficent machines and controls may cost more at the start, but will cost less in the long term.
- As with any capital equipment, initial purchase cost should not dominate decision-making.
- The “whole life” cost of the equipment (initial cost + operating costs) is critical for any plastics processor who wants to continue operating in the long term.
Pipe extrusion is highly dependent on electricity – and purchasing energy-efficient capital equipment will permanently change a company’s overall performance.